Many industries use Reverse Osmosis equipment to get pure water, although they use ion exchanger to get better quality of pure water. Reverse osmosis finds applications predominantly in the following areas:
ü Industrial: Used to prepare industrial process water or to Process wastes
ü Irrigation - Used to upgrade waters for agricultural purposes.
ü Military - Used for military purposes.
ü Municipal - Used to upgrade waters to municipal drinking water levels.
ü Power - Used to prepare process water in electric power stations.
Osmosis is a natural occurring phenomenon where water passes through a semipermeable membrane from weak concentration to strong concentration. This process will continue until the osmotic force is equalized. This force can be measured and is called as the osmotic pressure.
Reverse osmosis occurs when a force in excess of the osmotic pressure is applied to the stronger solution which causes the water to to permeate through the membrane from the stronger to the weaker solution.

As main industrial equipment, reverse osmosis has many kind of membrane configuration. It can be plate and frame, tubular, spiral wound, and hollow fine fiber.
- The plate and frame configuration is much like the conventional plate and frame filtration concept except that, in reverse osmosis, a typically higher fluid operating pressure is used. The membrane package is installed in a pressure vessel designed and fabricated to withstand operating pressures from 400 to 1,000 psig. The plate and frame packaging configuration has an advantage in that only the membrane must be replaced when a membrane becomes defective. It has disadvantages of complex flow patterns and high costs. The plate and frame configuration can achieve a packaging density of up to 150 square feet of active membrane area per cubic foot of pressure vessel.

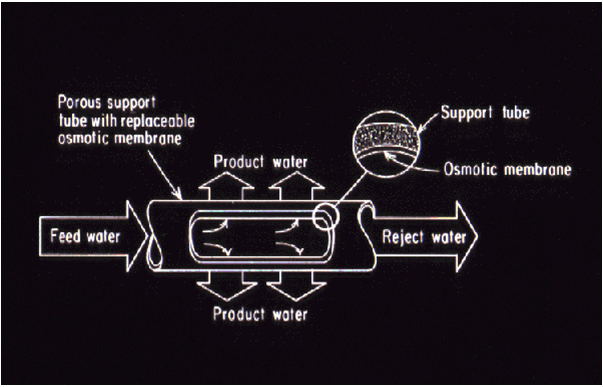
- The tubular reverse osmosis device is the tube serves as the pressure vessel and the membrane is installed inside the tube. The major advantages of the tubular reverse osmosis configuration are the ability to tolerate high suspended solids concentrations in the feed and the possibility of mechanical membrane cleaning. The disadvantages are the excessive number of tube end fittings in proportion to the active membrane area in each pressure vessel, the bulkiness of the reverse osmosis plant and the high cost
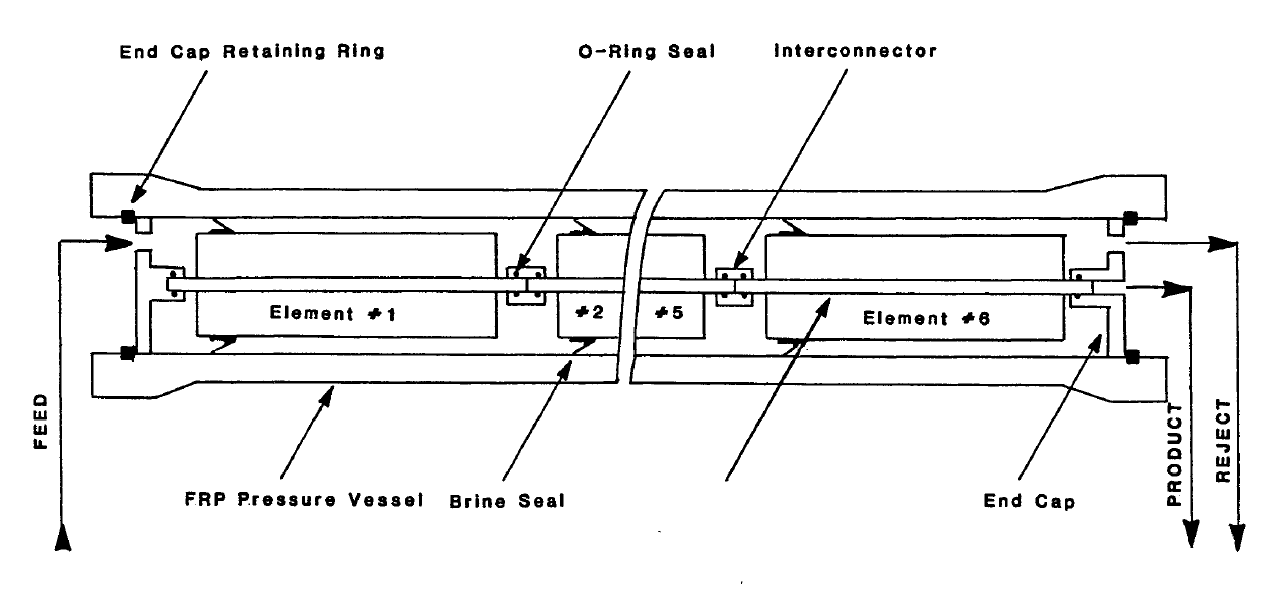
- The spiral wound element consists of two sheets of membrane separated by a grooved, polymer reinforced fabric material. The advantages of the spiral wound elements are the high packing density and high flux which makes it one of the most cost effective elements. The disadvantage of the element is that a moderate amount of pretreatment is required for some feedwaters to prevent fouling of the mesh brine spacers.


- Hollow fine fiber synthetic filaments have been prepared for use in the textile industry for a long time. This well-known technology was adapted to prepare polymers, which are suitable for reverse osmosis desalination, into hollow fine fibers. The most readily available polymers in hollow fine fiber elements are aromatic polyamide, cellulose diacetate and cellulose triacetate. The fibers are indeed very fine in that they approach the diameter of a single human hair. The advantages of the hollow fine fiber element are the high packaging density and the elimination of membrane support materials. The prime disadvantage is the need for an efficient feedwater pretreatment to remove suspended and colloidal solids.

Reverse osmosis can remove ionic, nonionic, and particulate from a liquid, but can not remove gases like oxygen and carbon dioxide. For this reason , additional treatment is sometimes required in order to meet the requirements downstream.
Almost of reverse osmosis design that used is spiral wound design. Feed water flow of this design is cross flow which have purpose to minimize solids buildup on the membrane’s surface. For material membrane, there are Polyamide (thin film composite), celulosa acetate, and polysulfone. Thin film composite is used 98% in the membrane industrial marketplace. Celulosa acetate is used in some applications and polysulfone is used in ultrafiltration membranes.
Parameter | Celulosa acetate | Thin film Composite |
Typical pH | 5 – 6.5 | 2 – 11 |
Average Salt Rejection | 95% | 98% |
Microbio susceptibility | Yes | No |
Chlorine tolerance | 0.1 – 0.5 ppm | Max 0.05 ppm |
Typical operating pressure | 400 psig | 200 psig |
Main problem of reverse osmosis are fouling, biofouling, and scaling.
- Fouling is caused by suspended solid in feed water and to solve this generally used pretreatment (it can be clarification and filtration) to remove the suspended solid. Chemical that used are called coagulant and flocculant. Turbidity and SDI (silt density index) value can showing the concentration of suspended solid in feedwater.
- Biofouling is caused by microorganism that life in membrane. The microorganism in membrane will get metabolism and producing slime that will clogging the membrane. For this reason, RO equipment need biocide injection to kill the microorganism. Because most of material membrane is thin film composite that easy to oxidize, the biocide must be nonoxidizing biocide. Example for non oxidizing biocide is DBNPA (Dibromo nitrilo propionamida), and for oxidizing biocide is chlorine.
- Scaling is caused by dissolve solid in feed water and to solve this generally used chemicals, decarbonator, and reducing pH. Chemicals that used usually from phosphonate based that will prevent scale forming, and this chemicals called antiscalant. Decarbonator sometimes used to remove gasses like carbondioxide which in water will be carbonate ion and will produce sacale if there are calciums or magnesiums. Reducing pH generally used to reduce LSI (langlier saturation index) value.
Prevention above problem is must to get best performance of reverse osmosis equipment. Operator can monitoring the performance of RO equipment on daily operation. The parameter that must be monitored is quality of permeate (conductivity), salt rejection, differential pressure, and permeate flow. By the parameters we can know the performance of our equipment. Profilling and probing RO equipment must be performed to monitoring the quality of each membrane or vessel of RO equipment. If differential pressure increase 10-15%, permeate flow and salt rejection decrease 10-15% , the membranes must be cleaned.